

Geschwindigkeit
Profitieren Sie von Drahtbondern mit der höchsten Bondgeschwindigkeit im Markt.




Profitieren Sie von Drahtbondern mit der höchsten Bondgeschwindigkeit im Markt.
Hesse bietet standardisierte und produktspezifische Automatisierungslösungen für Ihren Drahtbonder.
Machbarkeitsstudien, Prozessentwicklung, Designvalidierung & Beratung.
Bonden Sie mit der höchsten Achsgenauigkeit vollautomatischer Drahtbonder.
Unser technischer Service ist für Sie da – egal, in welchem Land.
Maschinen- und Operator-Schulungen für Drahtbonder– inhouse & bei Ihnen vor Ort.
Hesse Drahtbonder verfügen über die weltweit einzigartige, prozessintegrierte Qualitätsüberwachung.
Schnelle & zuverlässige Ersatzteillieferung dank effizienter Logistik.
Nutzen Sie unsere „Hesse Customer Solutions“ für z.B.: Muster-Bonden, Prototypen- und Kleinserienfertigung.
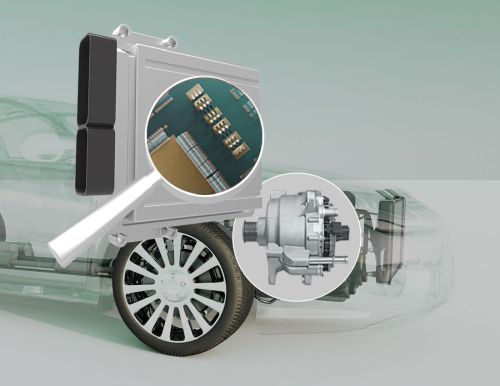
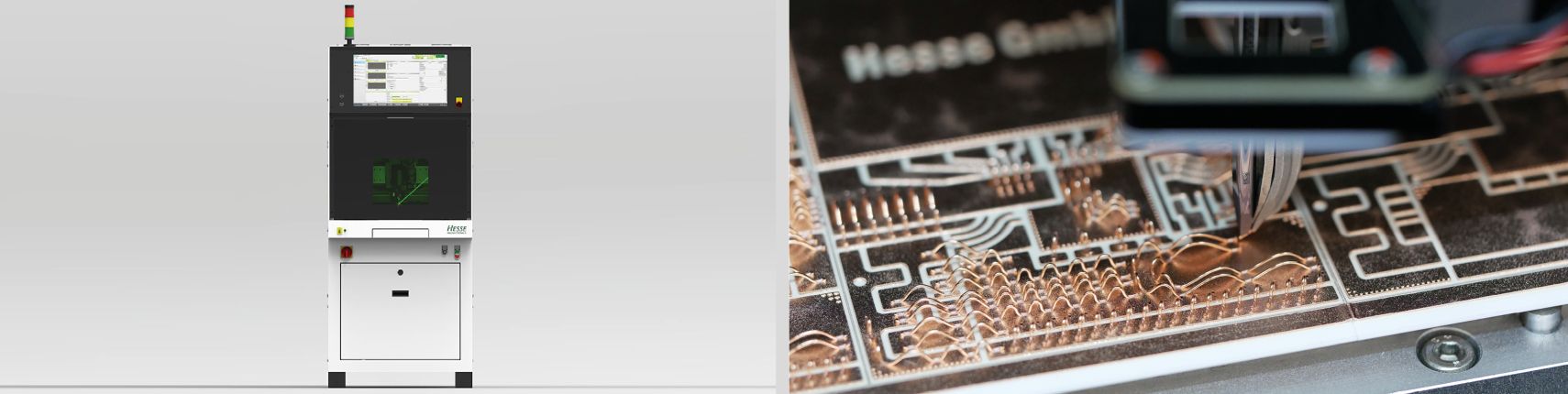
Die vollautomatischen Ultraschall-Drahtbonder und Smart Welder von Hesse finden Einsatz z.B. in folgenden Bereichen der Aufbau- und Verbindungstechnik (AVT)
Elektrische Servo-Lenksysteme (“EPS”)
Getriebesteuerung
Elektronische Geschwindigkeitsregler (Fernradar)
LED Scheinwerfer
Batterie Zellkontaktiersystem
Kontaktierung BMS/BMB
Batterie Zellverbindungen
Spannungserfassung
und erleben die Hesse Ultraschall-Drahtbonder und Smart Welder in Aktion
 https://www.hesse-mechatronics.com/wp-content/uploads/2020/03/News-iMAPS-2022-500x227-1.jpg
227
500
Atessa Weihrauch
https://www.hesse-mechatronics.com/wp-content/uploads/2019/11/Hesse_Logo_rgb-web.jpg
Atessa Weihrauch2023-12-12 10:10:282023-12-12 12:44:25New England IMAPS – 07.05.2024
https://www.hesse-mechatronics.com/wp-content/uploads/2020/03/News-iMAPS-2022-500x227-1.jpg
227
500
Atessa Weihrauch
https://www.hesse-mechatronics.com/wp-content/uploads/2019/11/Hesse_Logo_rgb-web.jpg
Atessa Weihrauch2023-12-12 10:10:282023-12-12 12:44:25New England IMAPS – 07.05.2024 https://www.hesse-mechatronics.com/wp-content/uploads/2023/12/News-Semicon-SEA-500x227-1.jpg
227
500
Atessa Weihrauch
https://www.hesse-mechatronics.com/wp-content/uploads/2019/11/Hesse_Logo_rgb-web.jpg
Atessa Weihrauch2023-12-12 09:32:062024-04-24 06:57:26SEMICON SEA – 28.05.-30.05.2024
https://www.hesse-mechatronics.com/wp-content/uploads/2023/12/News-Semicon-SEA-500x227-1.jpg
227
500
Atessa Weihrauch
https://www.hesse-mechatronics.com/wp-content/uploads/2019/11/Hesse_Logo_rgb-web.jpg
Atessa Weihrauch2023-12-12 09:32:062024-04-24 06:57:26SEMICON SEA – 28.05.-30.05.2024 https://www.hesse-mechatronics.com/wp-content/uploads/2024/01/News-PCIM-2024-500x227-1.jpg
227
500
Atessa Weihrauch
https://www.hesse-mechatronics.com/wp-content/uploads/2019/11/Hesse_Logo_rgb-web.jpg
Atessa Weihrauch2023-12-12 09:00:472024-01-10 16:34:57PCIM Europe – Nürnberg – 11.-13.06.2024
https://www.hesse-mechatronics.com/wp-content/uploads/2024/01/News-PCIM-2024-500x227-1.jpg
227
500
Atessa Weihrauch
https://www.hesse-mechatronics.com/wp-content/uploads/2019/11/Hesse_Logo_rgb-web.jpg
Atessa Weihrauch2023-12-12 09:00:472024-01-10 16:34:57PCIM Europe – Nürnberg – 11.-13.06.2024 https://www.hesse-mechatronics.com/wp-content/uploads/2022/11/News-Battery-Show-2023-500x227-1.jpg
227
500
Atessa Weihrauch
https://www.hesse-mechatronics.com/wp-content/uploads/2019/11/Hesse_Logo_rgb-web.jpg
Atessa Weihrauch2023-12-12 08:00:002024-01-11 14:45:25The Battery Show Europe – Stuttgart – 18.-20.06.2024
https://www.hesse-mechatronics.com/wp-content/uploads/2022/11/News-Battery-Show-2023-500x227-1.jpg
227
500
Atessa Weihrauch
https://www.hesse-mechatronics.com/wp-content/uploads/2019/11/Hesse_Logo_rgb-web.jpg
Atessa Weihrauch2023-12-12 08:00:002024-01-11 14:45:25The Battery Show Europe – Stuttgart – 18.-20.06.2024