

Alle Vorteile und Funktionen
Herausragende Funktionen und Prozessvorteile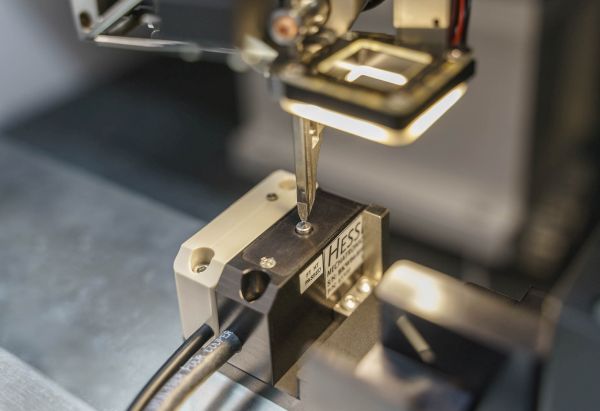
- Volle Integration der Tool-Temperatur in die Prozessparameter und Bondprogramme
- Alle Features eines Dickdrahtbonders BJ959 bei gleichem Footprint
- Verbesserte Drahtführung: Kurze Distanz zwischen Bondkopf und Spule
- Optimierte Mustererkennung
- Geführter Bondtoolwechsel ohne Wedgelehre
- Bondkraft Aktuator präzise programmierbar
- Loopgenerator für individuelle Loops
- Wartungsfreie Festkörpergelenke
- Pre-Setting der Bondköpfe via EEPROM
- Hesse Assist Tools (optional):
- E-Box: Patentierte Lösung zur optimalen Bondtool-Einrichtung und frei programmierbare Toleranzbereiche für die Positionierung von Messer, Wireguide und Bondtool
- Automatisierte Bondkraftkalibrierung; eine Wägezelle verhindert Fehlbedienung und gewährleistet robustere Prozesse
- Innovative Bondtool-Erkennung
- Drahtspulen-Erkennung
Flexibilität
- Arbeitsbereich
- LSB959: 370 mm x 560 mm
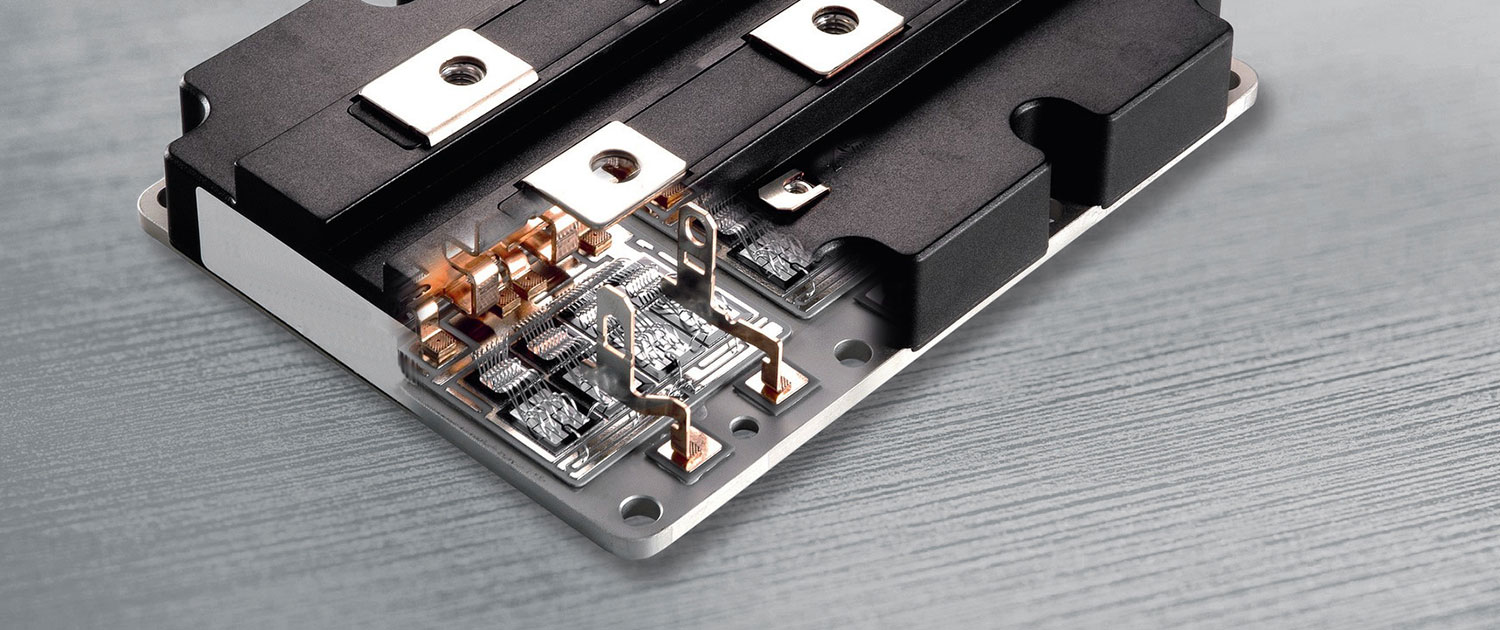
- Flexible Nutzung des großen Arbeitsbereiches, z.B. Klemmung von bis zu sechs 5″ x 7″ Standard-DCBs durch Sechsfach-Vakuumaufnahme
- Durchsatzoptimierung durch Automatisierung mit zwei oder mehreren, parallel verlaufenden Spuren
- Sicherer Betrieb: Laserklasse 1
- Zwei Prozesse auf einer Plattform: Klassisches Ultraschall-Dickdrahtbonden und Thermosonic-Dickdrahtbonden
Qualität
- Permanente Echtzeitüberwachung von Drahtverformung, Transducerstrom und -frequenz, Bondtool-Temperatur innerhalb eines programmierbaren Toleranzbereiches
- Prozessintegrierte Qualitätsüberwachung PiQC: Erfassung weiterer Parameter, z.B. Reibverhalten, durch zusätzliche Sensorik zur 100 % Qualitätsüberwachung in Echtzeit (patentiert); als Option
- Integrierter, zerstörungsfreier Pulltest
- Remote Pull-Funktion auf PiQC Schwellwert zur Taktzeit-Optimierung; > 99 % Einsparung bei der Qualitätsprüfung im Vergleich zu einem einzelnen NDPT (Non-Destructive-Pull-Test)
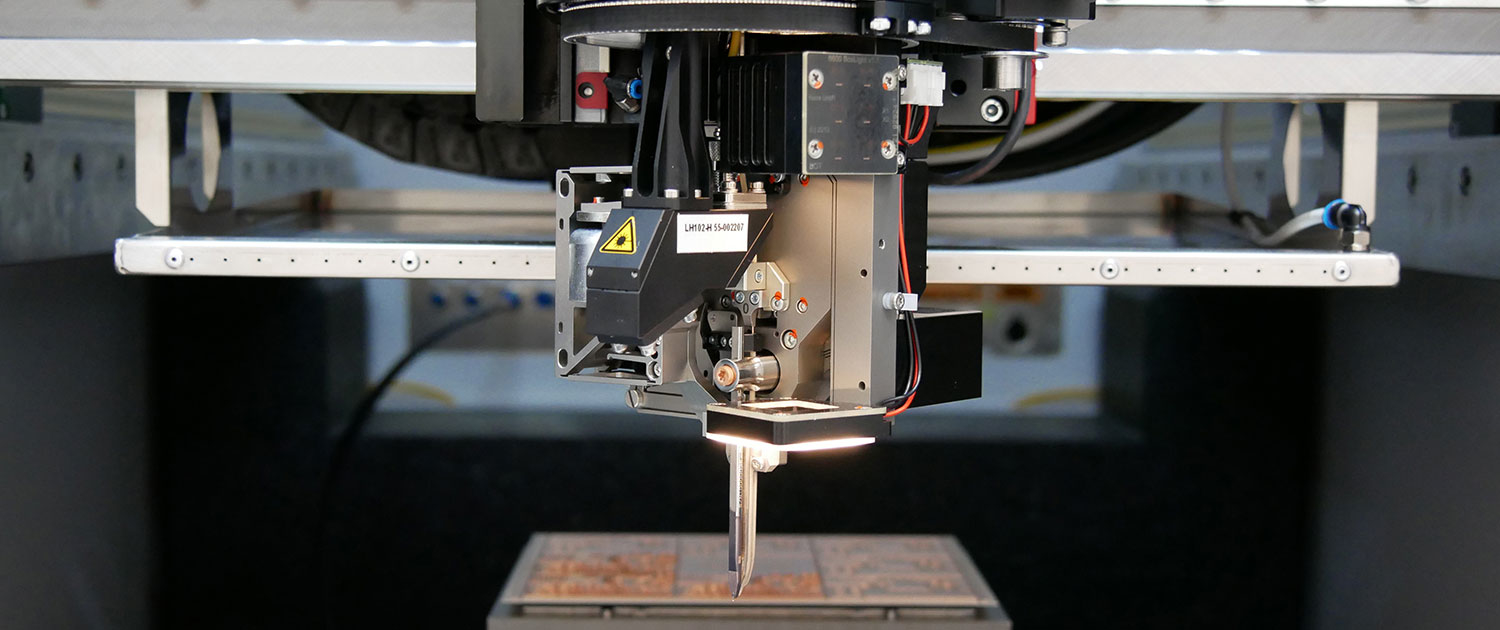
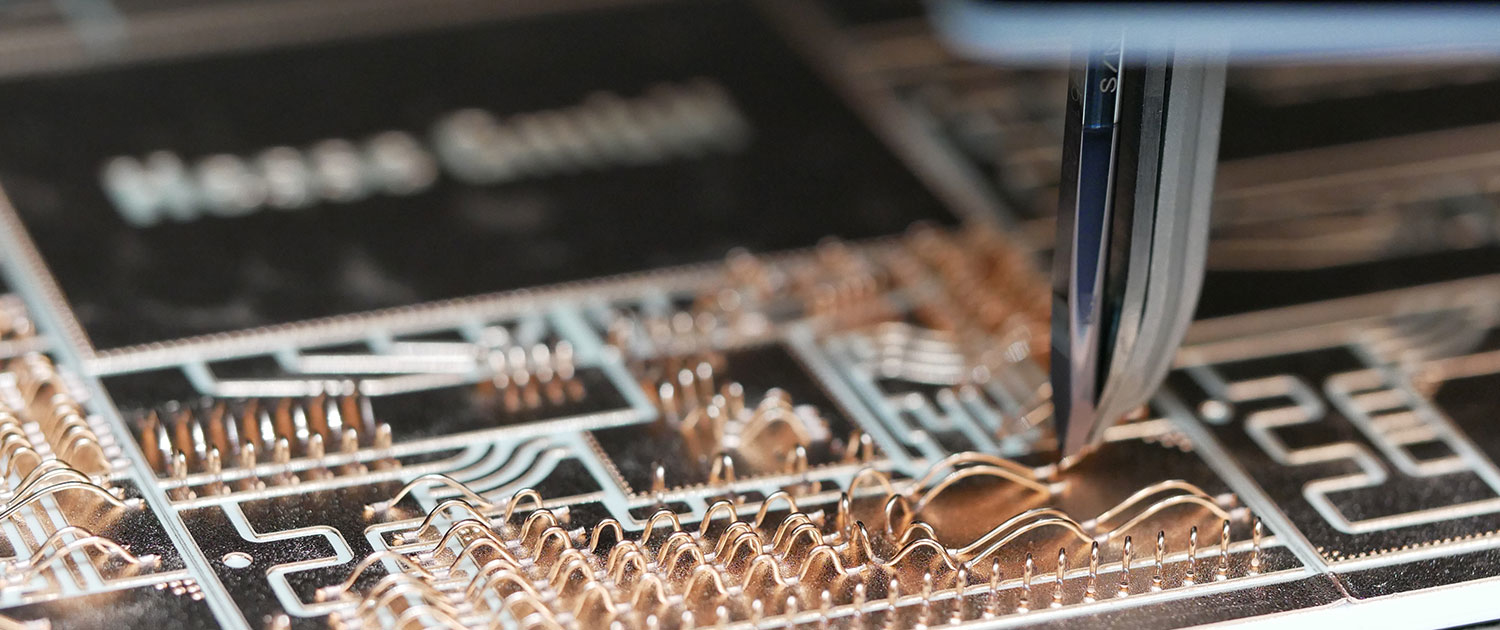
Thermosonic-Funktion
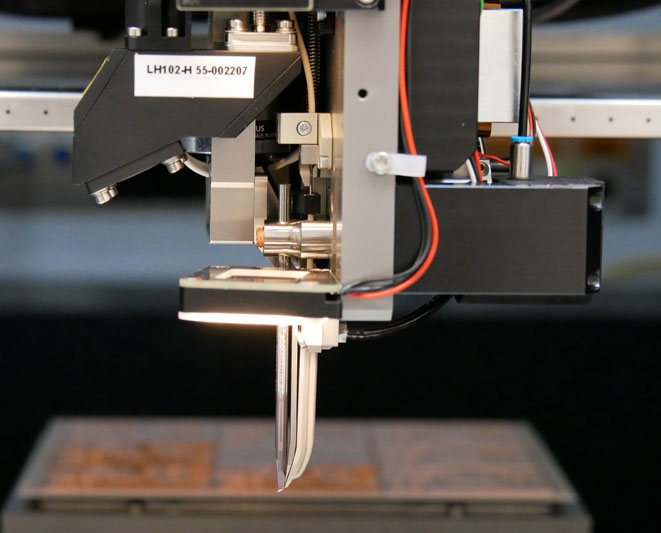
- Dickdraht-Bondkopf mit Thermosonic-Funktion
- Laserbeheizte Bondtoolspitze mit kontrollierter Laserabsorption
- Schnelle, lokale Wärmeübertragung in Draht und Substratoberfläche
- Temperatur: Toolspitze bei 400-500 °C für Interface bei 150-200 °C
- Keine thermischen Auswirkungen auf den Transducer
- Exakte Lasereinstellung durch Pilotlaser
- Schutzgasdüse (z. B. Stickstoff) verhindert Cu-Oxidation während des Schweißprozesses (Option)
- Präzise Regelung der Tooltemperatur
- Intelligentes Bondkopf-Installationssystem mit integriertem Datenspeicher für Kalibrierdaten ermöglicht Bondkopfaustausch in wenigen Minuten
- Eine Drahtklammer für die Loopformkontrolle ist Standard bei allen Bondköpfen; optional mit zerstörungsfreiem Pulltest
Technische Daten
Arbeitsbereich
- LSB959: X: 370 mm; Y: 560 mm; Z: 42 mm
- P-Rotation: 440°
Thermsonic Bondkopf
- LSK (Backcut): Laserbeheizte Bondtoolspitze mit kontrollierter Laserabsorption
- Temperatur: Toolspitze bei 400-500 °C für Interface bei 150-200 °C
- Frequenz: 60 kHz*; alternative Frequenzen auf Anfrage
Schneidverfahren
- aktiv, passiv
Draht
- Cu: 300 μm – 500 μm**
Ultraschall
- Digitaler Ultraschallgenerator mit PLL (Phase-Locked-Loop),
interne Frequenzauflösung <1 Hz - Leistungsendstufe einstellbar
Laser
- IR Faserlaser mit einer Leistung von bis zu 130W
- Programmierbarer Temperaturausgang
Standfläche und Gewicht
- LSB959: 805 mm x 1634 mm x 1912 mm, ca. 1300 kg
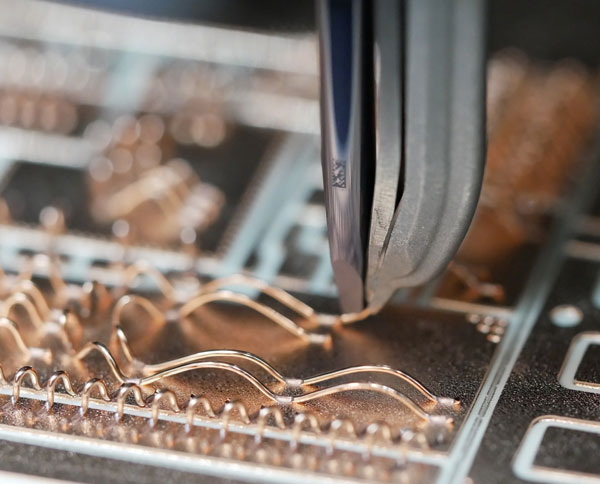
Loopformfunktionen
- Reproduzierbare Loopgeometrien durch materialgerechte Drahtführung und mitfahrendem Drahtpuffer
- Konstante Drahtlänge und Loophöhe
- Mechanisch anspruchsvolle Loopgeometrien durch Parametrierung und individuellem Drahtklammer-Einsatz
- Individuelle Loopgestaltung mittels konfigurierbarem Looptrajektorien Generator
* exakte Frequenzbereiche auf Anfrage
** andere Größen auf Anfrage